Dead ISO. The 7 Deadly Sins of Quality Systems
Why Is Your Print Shop Financing Errors?
I have ISO.
I have procedures.
I have experienced people.
I have machines that run.
So why am I still putting out fires?
Why does every major nonconformity end in tension?
Why do the same major issues keep coming back?
Why is the financial result worse than it should be, even though formally everything works?
A print shop is a system of connected vessels.
Planning, DTP, purchasing, warehouse, preparation, production, finishing, logistics.
There are no more or less important operations.
There are operations that create value or generate cost.
A quality system can be a document.
Or it can be a mechanism that protects margin.
If it is a document, you begin financing errors.
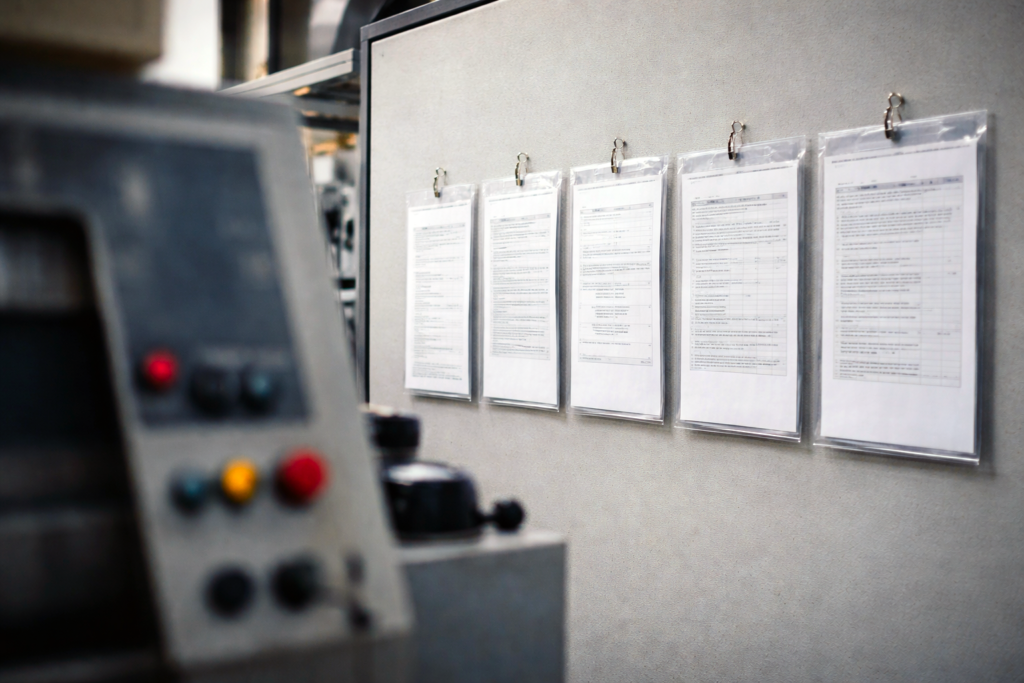
Sin 1. A System for the System, Not for People
There is an instruction hanging on the wall. In a plastic sleeve.
Will you reach for it?
Will you stop the operation to take it out?
Or will you ignore the standard?
No. The system was not designed for real work.
Is the instruction for the auditor or for the operator?
The documents are complete, correct, and completely dead.
Knowledge is formally written down.
Operationally, it does not exist.
A standard that requires stopping the operation in order to read it
is not a process standard.
An instruction must be concise.
It must be at the point of use.
It must be visible without searching.
Sometimes one word is enough.
One clear sequence of steps.
One marker that everyone uses the same way.
If a standard can be easily ignored, it will be ignored.
And the process returns to habits. And begins generating cost.
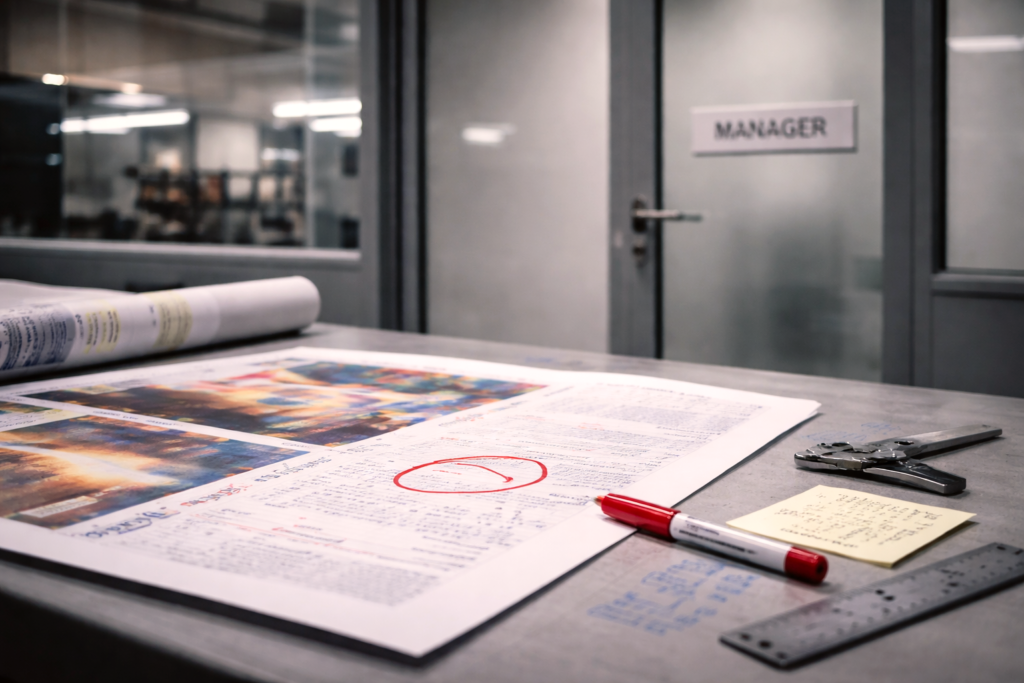
Sin 2. The Manager Who Ignores Operator Knowledge
Not because the manager does not want to know.
The problem is perspective and distance.
From behind a desk, the process looks logical.
The stages are structured.
Responsibilities are assigned.
Everything makes sense.
Until things appear that are not visible in the flowchart.
Material behaves differently than in the specification.
A parameter written in the instruction requires adjustment.
The sequence of actions is changed to maintain stability.
That knowledge is not in the documents.
It is in the hands and heads of people who work in the process every day.
Management operates on a model of the process.
Operations run on its real course.
If those two worlds do not meet, an illusion of control is created.
The system looks organized, but it functions differently than assumed.
The solution is not tighter top-down control.
The solution is going to the place where the process actually happens,
collecting operational knowledge and making it the binding way of working.
Only then do the model and reality begin to overlap.

Sin 3. Printing as the Center of the Universe
The organization analyzes production through the machine.
Parameters, takt time, downtime.
But the process starts earlier.
With planning.
With material parameters.
With storage conditions.
With the way the job is transferred between departments.
If material reaches the press in improper conditions, the cost appears later.
If planning allows schedule conflicts, the cost appears later.
If starting parameters are ambiguous, the cost appears later.
The machine is not the source of most losses.
It is the place where consequences become visible.
The cause lies in managing process continuity.
Each link must understand that its output is the input for the next operation.
If it does not deliver a clean input, it generates cost.

Sin 4. Control After the Fact
Does quality mean checking the finished product?
We check the sheet.
We check the binding.
We check completeness.
It is already too late.
The error occurred earlier.
In the starting conditions.
In material parameters.
In the working method.
In the environment.
If one link does not understand the consequences of deviation from standard,
the next link produces defects.
If the input to an operation is not stable and clean, the process will be variable.
And variability means cost.
Regulating input means clear requirements regarding materials, conditions, preparation methods, setting compliance and working parameters, and responsibility.
Not improvisation.
Not “it was fine on my shift.”
Not “it will probably work.”
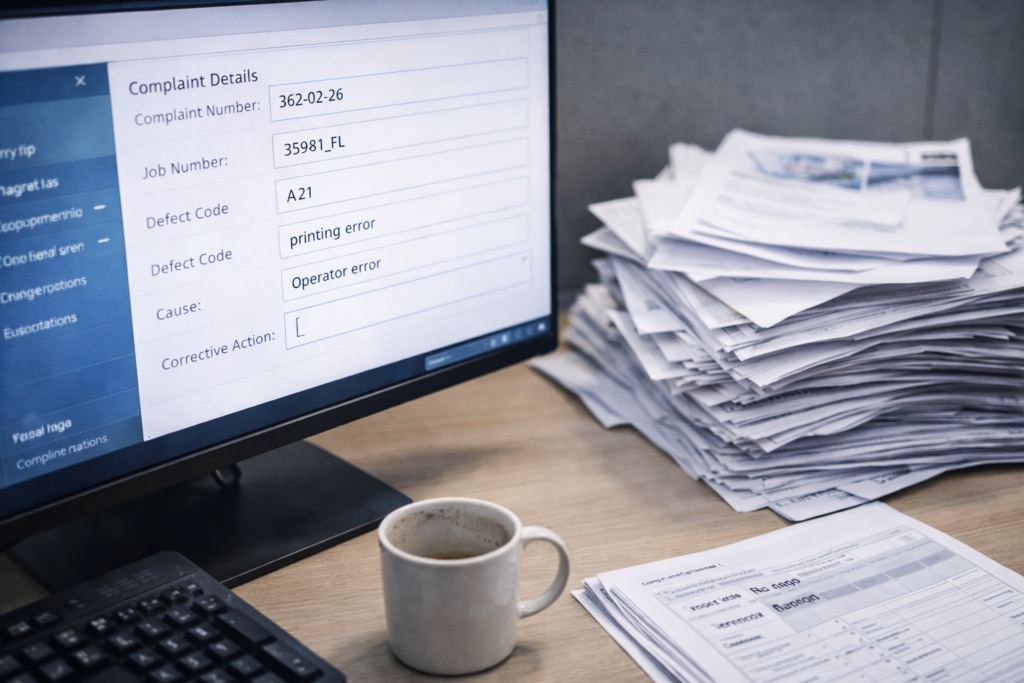
Sin 5. Root Cause Analysis Instead of Margin Protection. Wrong Priorities.
The same defect code appears 100 times in a month.
Average cost per case: 10 EUR.
Total: 1,000 EUR.
In the same period, two major process incidents occur.
The first: 1,200 EUR.
The second: 1,500 EUR.
Total: 2,700 EUR.
A major failure carries a different weight.
There is tension.
Silence in the meeting.
Awareness of the loss.
Embarrassment.
Discomfort.
Concern about reputation and about who will be linked to it.
In such moments, there is a natural urge to close the topic.
Regain control.
Return to normal operations.
The greater the loss, the stronger the pressure not to dissect the details.
Identify a cause quickly.
Implement an action quickly.
Move on quickly.
Major failures are uncomfortable.
That is why they are rarely analyzed the deepest.
It feels safer to discuss what is repetitive and familiar.
What has a code.
What does not create tension.
Statistically, major incidents are rare.
Financially, they are decisive.
Reducing two major failures changes the result.
Reducing minor deviations creates activity, but not always impact.
Margin is not democratic.
Not all errors carry the same weight.
None should be ignored.
There is another equally important problem.
Root cause analysis often happens at the top of the ladder.
In a conference room.
Based on a report.
A manager analyzes a defect they did not see when it was created.
They rely on description, code, name.
Not on collected evidence and the real course of events.
A corrective action is created, usually logical, often ineffective.
The cause must be analyzed where the error appears.
In the operational environment.
At the workstation.
In the context of material, method and conditions.
Otherwise fiction is created.
The defect receives a name.
Others start classifying the phenomenon in the same wrong way.
Statistics are built.
A21 – Printing error – 100 cases in week 26.
You gather evidence, check piece by piece.
It turns out that 80% of cases are material dusting.
A specific, repeatable process factor.
And margin continues to disappear under “printing errors.”
The solution has two levels.
First, quantitative cost analysis.
Then root cause analysis.
But root cause analysis must arise where the error is born.
Not where statistics are reviewed.
Sin 6. Language Without Meaning. A Defect Catalogue That Teaches Nothing
If a company does not have unambiguous terminology, especially in the area of defects, it has no reference point.
The same nonconformity may be described in different ways.
It is unclear whether the problem is recurring.
It is unclear whether it has been eliminated.
Many companies go a step further and create a defect catalogue.
Definitions are created. Photos are created.
Examples are displayed at control points.
And often, that is where it ends.
The catalogue exists.
But it does not teach.
If it is not regularly used in training,
if it does not build a shared understanding across all levels of the organization,
it remains a list of names.
An operator, a quality controller, a planner and a manager may use the same code,
but understand it differently.
There is no comparable data over time.
There is no consistent analysis.
There is no awareness of the impact even minor quality nonconformities have on subsequent operations in the production process.
The team should know not only what a given defect looks like.
They should know:
• where it originates,
• what consequences it creates,
• how to classify it unambiguously,
• and what is not that defect.
If this is missing, interpretation replaces regulation.
We wrote earlier about how the lack of a common language obscures real causes and generates costs in the analysis of hidden losses in print shops.
[link]
These are not incidents. This is system design.
The solution is simple in theory, difficult in discipline.
One defect, one name, one definition, one meaning for the entire organization.
And shared training that reinforces that meaning.
Only then can we speak about regulation, not interpretation.
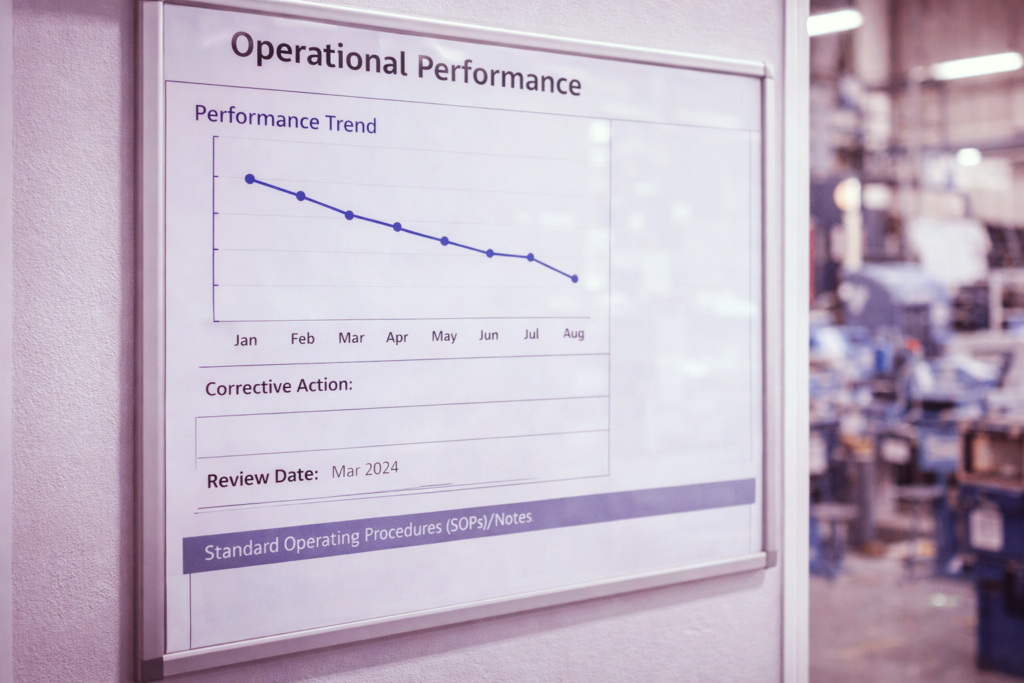
Sin 7. Lack of Continuous Improvement and the Slow Decay of Standards
A system does not die in a major failure.
It dies when it stops learning.
If there is no constant monitoring of progress,
if there is no communication between operations and management,
if conclusions from errors do not return to the process,
the standard begins to live its own life.
Information stops circulating.
The error is discussed, but not converted into lasting change.
Knowledge stays in one place and does not reach others.
Then the process slowly starts to fall apart.
Not through one big decision.
But through small simplifications, omissions and imprecision.
The solution is not a one-time corrective project.
The solution is a mechanism that:
Requires confirmation of critical actions.
Prevents repetition of the same error.
Demands verification that implemented changes actually work.
Warns at critical points of the process.
The standard must be planned, executed, checked and corrected.
Not once a year before an audit.
But continuously.
Only then does quality stop depending on individual luck.
It becomes a feature of the organization.
The Architecture of a Margin-Protecting System
A print shop is not just printing.
It is not a collection of random departments.
It is a system of connected vessels.
Planning, purchasing, warehouse, preparation, production, finishing, logistics.
Each link either creates value or generates cost.
If one link delivers unstable input, the next cannot work repeatably.
The cost always appears later.
Process stabilization is not aesthetics.
It is survival economics.
Regulation of starting conditions.
Regulation of responsibility.
Regulation of language and defect classification.
Regulation of cost priorities.
Through them, the organization begins to work faster, better and cheaper.
Not because people try harder.
But because the system stops producing variability.
Then the print shop stops putting out fires.
It starts designing results.
The question remains simple.
Does your process create value, or only cost?
If you want to find out, write to us.