ISO Mort. Les 7 Péchés Capitaux des Systèmes Qualité
Pourquoi Votre Imprimerie Finance-t-elle les Erreurs ?
J’ai l’ISO.
J’ai des procédures.
J’ai des collaborateurs expérimentés.
J’ai des machines qui tournent.
Alors pourquoi est-ce que je continue à éteindre des incendies ?
Pourquoi chaque non-conformité majeure se termine-t-elle dans la tension ?
Pourquoi les mêmes non-conformités reviennent-elles ?
Pourquoi le résultat financier est-il inférieur à ce qu’il devrait être, alors que formellement tout fonctionne ?
Une imprimerie est un système de vases communicants.
Planification, DTP, achats, stockage, préparation, production, façonnage, logistique.
Il n’y a pas d’opérations plus ou moins importantes.
Il y a des opérations qui créent de la valeur ou qui génèrent du coût.
Un système qualité peut être un document.
Ou il peut être un mécanisme de protection de la marge.
S’il n’est qu’un document, vous commencez à financer des erreurs.
Péché 1. Un Système Pour le Système, Pas Pour les Personnes
Une instruction est accrochée au mur. Dans une pochette plastique.
Allez-vous la consulter ?
Allez-vous arrêter le travail pour la sortir ?
Ou allez-vous ignorer la norme ?
Non. Le système n’a pas été conçu pour le travail réel.
L’instruction est-elle destinée à l’auditeur ou à l’opérateur ?
Les documents sont complets, corrects et totalement morts.
Le savoir est formellement consigné.
Opérationnellement, il n’existe pas.
Une norme qui exige d’interrompre l’opération pour être lue
n’est pas une norme de processus.
Une instruction doit être concise.
Elle doit être au point d’utilisation.
Elle doit être visible sans recherche.
Parfois, un seul mot suffit.
Une séquence claire d’étapes.
Un marqueur utilisé de la même manière par tous.
Si une norme peut être facilement ignorée, elle le sera.
Le processus retourne aux habitudes.
Et commence à générer du coût.
Péché 2. Le Manager Qui Ignore le Savoir Opérationnel
Ce n’est pas que le manager ne veuille pas savoir.
Le problème est la perspective et la distance.
Depuis un bureau, le processus semble logique.
Les étapes sont structurées.
Les responsabilités sont attribuées.
Tout paraît cohérent.
Jusqu’à ce que surgissent des éléments invisibles dans le schéma.
Le matériau se comporte différemment que prévu.
Un paramètre défini dans l’instruction doit être ajusté.
La séquence d’actions est modifiée pour maintenir la stabilité.
Ce savoir n’est pas dans les documents.
Il est dans les mains et les têtes de ceux qui travaillent chaque jour dans le processus.
Le management s’appuie sur un modèle du processus.
L’opération s’appuie sur sa réalité.
Si ces deux mondes ne se rencontrent pas, une illusion de contrôle apparaît.
Le système semble ordonné, mais fonctionne autrement que prévu.
La solution n’est pas un contrôle plus strict d’en haut.
La solution est d’aller là où le processus se déroule réellement,
de recueillir le savoir opérationnel et d’en faire la manière de travailler officielle.
Alors seulement le modèle et la réalité commencent à coïncider.

Péché 3. L’Impression Comme Centre du Monde
L’organisation analyse la production à travers la machine.
Paramètres, cadence, arrêts.
Mais le processus commence avant.
À la planification.
Aux paramètres du matériau.
Aux conditions de stockage.
À la manière dont la commande est transmise entre services.
Si le matériau arrive en mauvaises conditions sur la presse, le coût apparaît plus tard.
Si la planification autorise des conflits de délais, le coût apparaît plus tard.
Si les paramètres de départ sont ambigus, le coût apparaît plus tard.
La machine n’est pas la source de la plupart des pertes.
Elle est l’endroit où les conséquences deviennent visibles.
La cause réside dans la gestion de la continuité du processus. Chaque maillon doit comprendre que sa sortie est l’entrée du maillon suivant.
S’il ne fournit pas une entrée propre et stable, il génère du coût

Péché 4. Le Contrôle Après Coup
La qualité signifie-t-elle contrôler le produit fini ?
On vérifie la feuille.
On vérifie le façonnage.
On vérifie la complétude.
C’est déjà trop tard.
L’erreur est apparue plus tôt.
Dans les conditions de départ.
Dans les paramètres du matériau.
Dans la méthode de travail.
Dans l’environnement.
Si un maillon ne comprend pas les conséquences d’un écart,
le maillon suivant produit des défauts.
Si l’entrée n’est pas stable et propre, le processus devient variable.
Et la variabilité signifie coût.
Réguler l’entrée signifie définir clairement les exigences concernant les matériaux, les conditions, la préparation, les réglages, les paramètres de travail et les responsabilités. Pas d’improvisation.
Pas de « chez moi c’était bon ».
Pas de « ça ira ».
Péché 5. Analyse des Causes au Lieu de Protection de la Marge. Mauvaises Priorités.
Le même code défaut apparaît 100 fois par mois.
Coût moyen par cas : 10 EUR.
Total : 1 000 EUR.
Dans la même période, deux incidents majeurs de processus surviennent.
Le premier : 1 200 EUR.
Le second : 1 500 EUR.
Total : 2 700 EUR.
Un incident majeur a un autre poids.
Il y a de la tension.
Un silence en réunion.
La conscience de la perte.
De la gêne.
Un inconfort.
Une inquiétude pour la réputation et pour la personne qui y sera associée.
Dans ces moments, apparaît un besoin naturel de clore le sujet.
Reprendre le contrôle.
Revenir au fonctionnement normal.
Plus la perte est importante, plus la pression est forte pour ne pas entrer dans les détails.
Identifier rapidement une cause.
Mettre en place rapidement une action.
Passer rapidement à autre chose.
Les grands incidents sont inconfortables.
C’est pourquoi ils sont rarement analysés le plus en profondeur.
Il est plus sûr de discuter de ce qui est répétitif et familier.
Ce qui a un code.
Ce qui ne crée pas de tension.
Statistiquement, les incidents majeurs sont rares.
Financièrement, ils sont déterminants.
Réduire deux incidents majeurs change le résultat.
Réduire des écarts mineurs donne un sentiment d’activité, mais pas toujours d’impact.
La marge n’est pas démocratique.
Toutes les erreurs n’ont pas le même poids.
Aucune ne doit être ignorée.
Un autre problème apparaît.
L’analyse des causes se fait souvent en haut de l’échelle.
Dans une salle de réunion.
Sur la base d’un rapport.
Un manager analyse une défaillance qu’il n’a pas vue naître.
Il se base sur une description, un code, un nom.
Pas sur des preuves ni sur le déroulement réel.
Une action corrective est définie. Logique. Souvent inefficace.
La cause doit être analysée là où l’erreur apparaît.
Dans l’environnement opérationnel.
Au poste de travail.
Dans le contexte du matériau, de la méthode et des conditions.
Sinon, une fiction se crée.
Le défaut reçoit un nom.
D’autres le classifient de la même manière erronée.
Les statistiques grandissent.
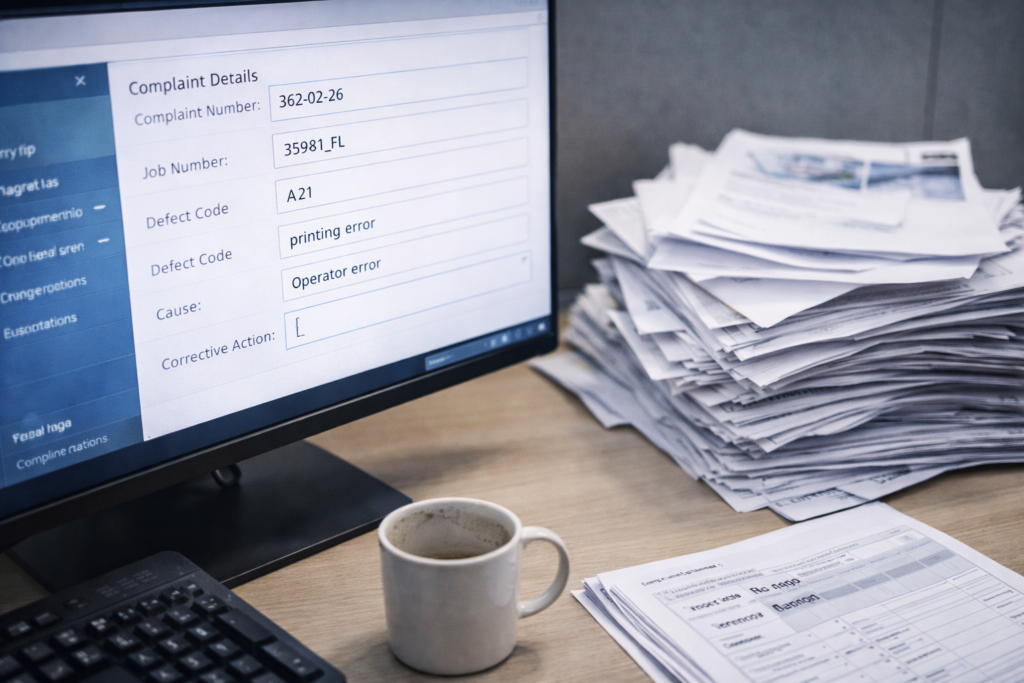
A21 – Défaut d’impression – 100 cas semaine 26.
Vous collectez les preuves, pièce par pièce.
80 % des cas sont dus à la poussière du matériau.
Un facteur process répétitif et concret.
Et la marge continue de disparaître sous « défauts d’impression ».
La solution a deux niveaux.
D’abord une analyse quantitative des coûts.
Ensuite une analyse des causes. Mais l’analyse des causes doit naître là où l’erreur prend forme.
Pas là où l’on consulte les statistiques.
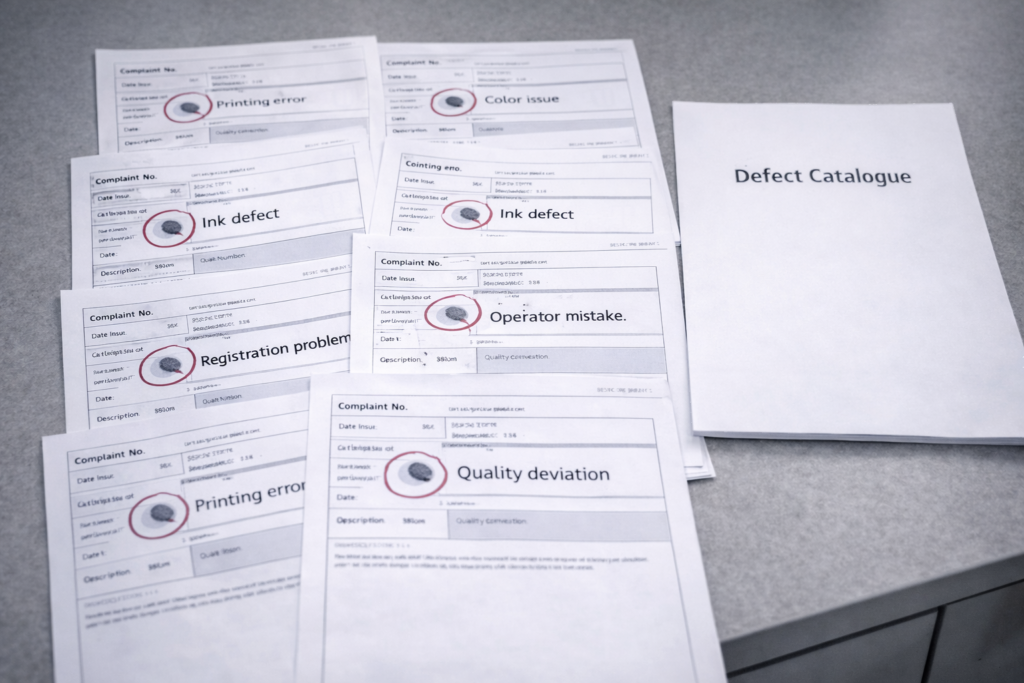
Péché 6. Un Langage Sans Signification. Un Catalogue des Défauts Qui N’Apprend Rien
Si une entreprise ne dispose pas d’une nomenclature univoque, en particulier dans le domaine des défauts, elle ne dispose d’aucun point de référence.
La même non-conformité peut être décrite de différentes manières.
On ne sait pas si le problème se répète.
On ne sait pas s’il a été éliminé.
De nombreuses entreprises vont plus loin et créent un catalogue des défauts.
Des définitions sont établies. Des photos sont ajoutées.
Des exemples sont affichés aux points de contrôle.
Et souvent, cela s’arrête là.
Le catalogue existe.
Mais il n’enseigne rien.
S’il n’est pas utilisé régulièrement dans les formations,
s’il ne construit pas une compréhension commune à tous les niveaux de l’organisation,
il reste une liste de noms.
Un opérateur, un contrôleur qualité, un planificateur et un manager peuvent utiliser le même code,
mais le comprendre différemment.
Il n’y a pas de données comparables dans le temps.
Il n’y a pas d’analyse cohérente.
Il n’y a pas de conscience de l’impact que même de petites non-conformités qualité ont sur les opérations suivantes dans le processus de production.
L’équipe ne doit pas seulement savoir à quoi ressemble un défaut.
Elle doit savoir :
• où il apparaît,
• quelles conséquences il entraîne,
• comment le classer de manière univoque,
• et ce qui ne constitue pas ce défaut.
Si cela manque, l’interprétation remplace la régulation.
Nous avons écrit précédemment sur la manière dont l’absence d’un langage commun brouille les causes réelles et génère des coûts dans l’analyse des pertes cachées en imprimerie.
[link]
Ce ne sont pas des incidents. C’est l’architecture du système.
La solution est simple en théorie, exigeante dans la discipline.
Un défaut, un nom, une définition, une signification pour toute l’organisation.
Et une formation commune qui consolide cette signification.
Alors seulement on peut parler de régulation et non d’interprétation.
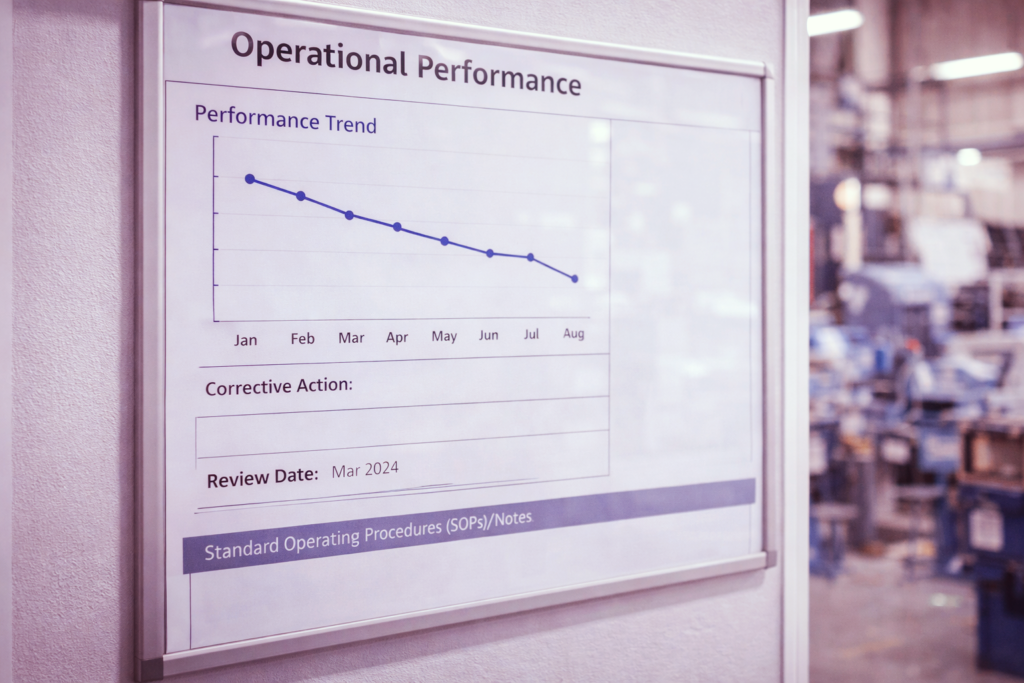
Péché 7. Absence d’Amélioration Continue et Dégradation Progressive des Normes
Un système ne meurt pas lors d’une grande panne.
Il meurt lorsqu’il cesse d’apprendre.
S’il n’y a pas de suivi constant,
pas de communication entre opération et management,
pas de retour des enseignements vers le processus,
la norme commence à vivre sa propre vie.
L’information ne circule plus.
L’erreur est discutée, mais pas transformée en changement durable.
Le savoir reste local.
Le processus se dégrade lentement.
Non par une grande décision.
Mais par de petites simplifications, omissions et imprécisions.
La solution n’est pas un projet ponctuel.
La solution est un mécanisme qui :
Exige la confirmation des actions critiques.
Empêche la répétition d’une même erreur.
Vérifie que les changements introduits fonctionnent réellement.
Alerte aux points critiques du processus.
Une norme doit être planifiée, exécutée, vérifiée et corrigée.
Pas une fois par an avant un audit.
Mais en continu.
Alors la qualité cesse de dépendre de la chance d’un individu.
Elle devient une caractéristique de l’organisation.
Architecture d’un Système qui Protège la Marge
Une imprimerie ne se résume pas à l’impression.
Ce n’est pas un ensemble de services isolés.
C’est un système de vases communicants.
Planification, achats, stockage, préparation, production, façonnage, logistique.
Chaque maillon crée de la valeur ou génère du coût.
Si un maillon fournit une entrée instable, le suivant ne peut pas travailler de manière répétable.
Le coût apparaît toujours plus tard.
La stabilisation du processus n’est pas une question d’esthétique.
C’est une question d’économie de survie.
Régulation des conditions de départ.
Régulation des responsabilités.
Régulation du langage et de la classification des défauts.
Régulation des priorités de coûts.
Alors l’organisation commence à travailler plus vite, mieux et moins cher.
Non parce que les personnes font plus d’efforts.
Mais parce que le système cesse de produire de la variabilité.
Alors l’imprimerie cesse d’éteindre des incendies.
Elle commence à concevoir ses résultats.
La question reste simple.
Votre processus crée-t-il de la valeur ou seulement du coût ?
Si vous souhaitez le vérifier, contactez-nous.